一�����、液壓件為什么漏油�����?
液壓傳動系統(tǒng)漏油原因很復(fù)雜�����,有的新設(shè)備就漏油����,但也有使用10多年的舊設(shè)備不漏油的�����,漏油問題是可以徹底解決的,但必須搞清漏油的原因和途徑��,為什么有的設(shè)備漏油���?下面將漏油的典型事例分述如下:
1.液壓泵質(zhì)量欠佳漏油
液壓件成品不允許漏油��,但由于種種原因造成的����,新出廠的液壓泵在調(diào)試泵站過程中�,油溫剛達到50龍時,從軸頸處往外漏油��。
從漏油的部位分析��,完全是從低壓腔往外漏�,也就是從壓力腔大量滲油到低壓腔(內(nèi)漏)的油,由于系統(tǒng)中有一定背壓�,而低壓油的一部分外漏,也有的元件低壓腔根本不允許漏油��,如液壓泵的軸伸部位����。其原因有幾種情況如下:
2.齒輪泵局部結(jié)構(gòu)
(1)軸頸處漏油的原因
各類液壓泵從傳動軸伸處向外漏油的情況較普遍��,尤其是齒輪泵的軸頸端蓋里的自緊旋轉(zhuǎn)橡膠密封圈�,見圖5-1所示的軸頸局部結(jié)構(gòu)���。

①泵的軸向間隙超出規(guī)定值,壓力油大量進入低壓區(qū)�����,將自緊旋轉(zhuǎn)橡膠密封圈沖開向外漏油�。
②液壓泵在系統(tǒng)中常年使用磨損,使軸向間隙增大����,而壓力油大量進入低壓區(qū),將旋轉(zhuǎn)密封圈沖開向外漏油��。
③新加工裝配完的液壓泵����,由于加工制造中某個部位的幾何尺寸差超過規(guī)定值;也有時幾個部件的累計尺寸公差超出規(guī)定����。為防 止軸伸處漏油���,設(shè)計齒輪泵時,在軸頸處安裝兩道自緊旋轉(zhuǎn)橡膠密封圈�����。
(2)解決軸頸部位漏油方法
軸頸處漏油的原因��,主要是軸向間隙過大造成的�。
①新安裝的液壓泵在調(diào)試過程中漏油,就是液壓泵制造質(zhì)量欠佳造成的����,可找生產(chǎn)廠退換,使用單位不要拆開修理�,雨且也修理 不好。
②長期使用的齒輪泵外漏�����,可以自行檢修�,詳見第二章齒輪泵修理部分。
3,方向閥制造不良造成漏油
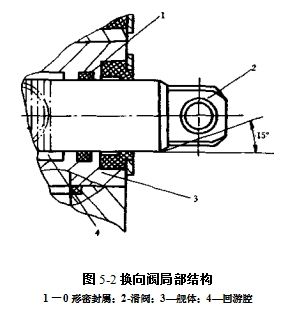
控制閥的加工過程,未達到設(shè)計圖紙規(guī)定的同轅度彌倒角����,造成漏油,見圖5-2所示��。
4.換向閥的局部結(jié)構(gòu)
(1) 0形圏安放槽不合格(圖5-2)
①圖中“1”為閥體的0形密封圈的安放槽��,它對閥體孔的不同軸度����,圖紙規(guī)定為0.03mm,這樣規(guī)定不難達對���,若靈體第二次 上機床掉頭加工另一端��。形圏槽時��,沒有可靠的工藝裝備作保證, 達到0.03mm的同軸度是困難的�����,超出規(guī)定值時�,為漏油埋下隱 患�����。
②滑閥兩端的倒角不能采用45。���,這種倒角危害甚大���,往閥體里裝配滑閥時,很容易將0形密封圈卡傷����,而掉邊少肉給漏油創(chuàng) 造條件。
③閥體孔對�����。形圈槽的同軸度超出規(guī)定值時���,����。形圈放在槽內(nèi)��,一側(cè)壓縮量很大�����,另一側(cè)壓縮量較小,輕者發(fā)生漏油���,超差嚴 重時�,往閥孔內(nèi)裝滑閥時會將0形密封圈切掉半圈或一塊���。在試 驗臺上作出廠試驗��,由于試驗時間短�����,油溫低又無背壓力,因此不 會漏油��。當(dāng)用于液壓系統(tǒng)時���,油溫升高至50Y左右�,回油系統(tǒng)有 一定背壓�����,使用一段時間就開始漏油了。
(2) 滑閥倒角不合格
①閥體兩端的0形圈槽與主閥孔的同軸度是合格的���,而滑閥兩端倒角不合格見圖5-2,倒角不按15��。~20���。,而大于此規(guī)定值���, 也會將0形圈卡壞�,在使用過程從滑閥處漏油�����。
②倒角都是合格的�����,在裝配時未向閥體內(nèi)孔及0形圈上以及滑閥上涂潤滑油時����,往閥體內(nèi)孔送滑閥也可將。形圈切掉一塊或 半圈�����。
(3) 未嚴格執(zhí)行工藝
①從鑄鐵件清砂這道最簡單的工序開始重視,不讓鑄砂殘留在鑄件內(nèi)壁上(油道)��。
②機械加工中對于圖紙上規(guī)定的同軸度�,必須要有可靠的工藝裝備作保證。
③對于加工孔類的倒角一定按圖紙規(guī)定進行加工及檢查��,桿類零件的倒角也同樣重要�,一般凡是有。形圈“進���、出”的部位�, 倒角應(yīng)為“15����。~20。氣只有合格的倒角��,裝配時�。形圈才不會損 壞���。
④凡是有0形密封圈的液壓件�����,特別是“徑向密封”的0形 圈或各類油封����,組裝時均要向“油封”及金屬件涂以足夠的潤滑油
后,再裝入����,保證油封不受損傷。這是防止液壓漏油的重要條件��。
5.液壓缸漏油
液壓缸通常情況下不會漏油�����,長期使用且運動密封磨損后���,才有滲油的跡象�。如果加工件質(zhì)量不合格時��,液壓缸也會漏油��。
(1)油缸筒加工質(zhì)量不合格
液壓缸制造質(zhì)量不良時����,新油缸也有漏油的現(xiàn)象���,如加工油缸筒的內(nèi)孔(卡健槽)倒角時,如圖5-3所示�����,在加工內(nèi)孔的卡健 槽兩側(cè)倒角不符合圖紙規(guī)定�,大于20。時在組裝油缸時��,首先將活 塞上的兩道孔用“往復(fù)運動橡膠密封圈”卡傷造成內(nèi)部漏油��,其次 裝配導(dǎo)向套時�,會把外徑固定油封的0形橡膠圈切掉一塊或半圈, 這就給在使用中埋下漏油的隱患�����。
6.油缸筒倒角
導(dǎo)向套外徑上裝的0形橡膠密封圈被卡壞��,而缺邊少肉時, 作出廠檢驗不會發(fā)現(xiàn)問題����,因試驗的時間短油溫較低。當(dāng)裝在主機的系統(tǒng)上有一定背壓力����,使用一段時間油溫若達到50~60r以上, 便開始從油缸前端漏油��。
(1)活塞桿加工方法
①活塞桿加工時前墻的倒角��,比較重要����,如釆用習(xí)慣的45。, 往活塞肝上裝導(dǎo)向套時�����,定會將徑向0形橡膠密封圈卡破�。
②活塞軒前面的倒角,應(yīng)按圖I所示20°為宜�,這樣倒角的說點是,在裝配油紅時不會把O形密封切掉一塊或半圈�����,是防止漏油的主要措施���。
7.活塞殲倒侑
竈簡內(nèi)孔及活塞桿兩者的倒角都是合格的�����,在裝配油缸時�,應(yīng)將甌筒內(nèi)孔前端,活塞桿前端以及導(dǎo)向套的外徑����,內(nèi)孔均涂上潔凈 的澗滑油,并要慎重緩慢壓下��,這種組裝方法是克服油封不受損傷的重要環(huán)節(jié)�����。
防止以工藝裝備采用液壓系統(tǒng)用油紅的活塞桿�,加一定的壓力,將被裝的活塞桿及導(dǎo)向套�����,向油紅筒里荏頂?shù)霓k法組裝油缸�。克服液壓紅不漏油的唯一辦法,就是導(dǎo)向套內(nèi)的運動密封和外徑的 固定油封不受破壞���,希望液壓紅生產(chǎn)單位,對機械加工的工藝管理要加強����,兩個件的倒角定要合格C
|

 您現(xiàn)在的位置:
您現(xiàn)在的位置:



